
2011年11月13日、東ソー南陽事業所において漏洩爆発火災事故が発生しました。
火災は丸1日にわたり、死者1名を出す痛ましいものでした。
化学メーカーに勤める私たちがするべきことは、事故から学び、同様な事故を起こさないということです。
事故内容を学ぶには、東ソー㈱が正式に発表している事故調査報告書を読むことがベストです。
しかし、調査報告書は45ページにわたるため、少しハードルが高いと感じました。
そこで、この記事に事故の要点をまとめました。
化学メーカーの
・エンジニア
・製造管理者
・運転オペレーター
この機会に事故を振り返り、あなたの仕事と照らし合わせていただけたらと思います。
事故の概要
日時
2011年11月13日(日) 15時15分ごろ
場所
東ソー株式会社南陽事業所第二塩化ビニルモノマー製造施設
事象
HCL、VCM他のガス漏洩、塩酸塔還流槽付近にて爆発2回及び火災が発生し、液塩酸一次受タンクへの延焼。
人的被害
死者1名:東ソー従業員(塩ビモノマー課第二係 係長)
発見場所:EDC分解工程北側消火栓付近
死因:気道熱傷による窒息死
物的被害
熱交換器5基、槽6基、塩酸塔周辺の架構、ポンプ、配管等の損壊、焼損多数
周辺プラント等の爆風、延焼、平井物による損壊
事故の経緯と原因
事故の概要は以下の通りです。
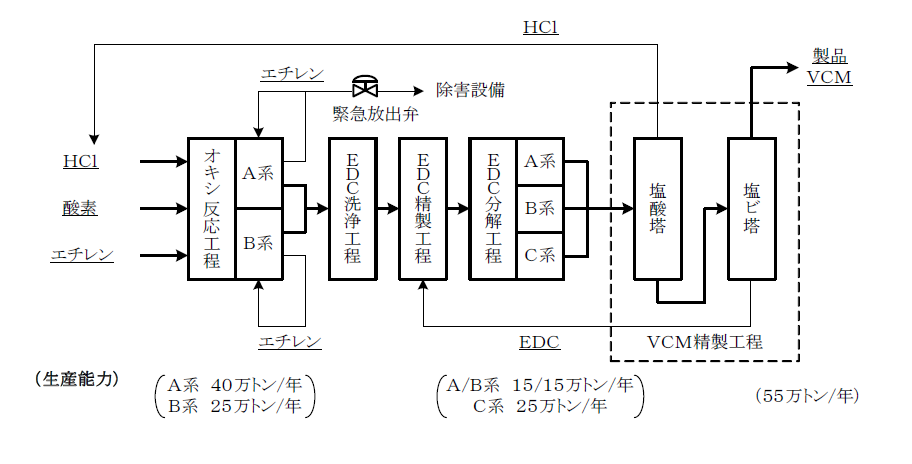
- オキシ反応工程において緊急放出弁が故障(図1)
- 塩酸塔において塔頂温度をコントロールできず塩酸塔還流槽のHCl中にVCMが混入(図2)
- HCl、VCM混合液で満たされた塩酸塔還流槽を切り離し(封止)(図2)
- 塩酸塔還流槽において鉄製由来のFeCl3が触媒となり発熱反応が進行し、爆発火災(図2)

①緊急放出弁の故障
オキシA系の緊急放出弁の故障(突如開状態になったこと)によりインターロックが作動してオキシA系が停止した。
オキシ反応:
$$C_2H_4+2HCl+1/2O_2$$
$$→C_2H_4Cl_2(EDC)+H_2O$$
<事故原因の推定>
①故障は、ポジショナ内部のトルクモータコイルの温度変化による接触不良が原因であった。
②故障によりオキシ反応工程が緊急停止に至る最重要トラブルに発展することを想定していなかった。
→対処法のマニュアルなし、教育訓練なし
②塩酸塔還流槽のHCl中にVCMが混入
プラントの6割相当をロードダウンしたとき、塩酸塔の塔頂温度を管理できなかったため、塔頂組成が異常となりHCl中にVCMが混入した。
・塩酸塔塔頂温度(50段):通常-24℃→38℃に上昇
・HCl:VCM=40:60wt%
EDC分解反応:
$$C_2H_4Cl_2(EDC)→$$
$$C_2H_3Cl(VCM)+HCl(+未反応EDC)$$
<事故原因の推定>
①管理点の1つの18段温度を80℃に回復したところで塩酸塔が安定状態になったと判断してしまった。
②緊急マニュアルに塩酸塔管流量、スチーム量の具体的な数値の目安が明記されていなかった。
→対処法の詳細マニュアルなし、教育訓練が不足
③塔頂温度の重要認識が低かった。
③塩酸塔還流槽を封止
プラント全行程を停止。
HClとVCMで通常状態の液面より上昇した塩酸還流槽を塩酸塔から切り離し、封止した。(塩酸塔停止基準通り)
<事故原因の推定>
①塩酸塔還流槽の内部にHClとVCMの混合液が内壁に残存していた鉄錆由来のFeCL3と接触した。
④FeCl3が触媒となり発熱反応が進行
塩酸塔還流槽のHClとVCMの混合液が触媒となる鉄錆由来のFeCL3存在下で保持されたため、発熱反応が進行した。
運転関係者はそれに気づかず、塩酸塔還流槽の爆発火災となった。
反応:
$$HCl+VCM$$
$$→1,1−EDC+62kJ/mol(発熱)$$
<事故原因の推定>
①製造部の全員が発熱反応について危険性を認識していなかった。
②塩酸還流槽の温度圧力上昇にアラームが発報するまで運転員が気づかなかった。
事故から学ぶこと
この事故から私たちが学ぶべきことは以下のことでないでしょうか。
- 長期間事故のないプラントでも、認識していない危険が潜んでいることがある
- 技術の過信と長年の安全運転が安全意識の低下や安全推進体制のゆるみにつながる
- 緊急時のマニュアルは具体的に数値を記入するべき
1人でも多くのエンジニア、製造管理者、運転オペレーターがこのことを意識し実践することが重要だと思います。
あなたの仕事と照らし合わせて、思い当たる節があったでしょうか。
ちょっとしたことの積み重ねが大事故を招くことを肝に銘じましょう。
哀悼の意を表します。
ご安全に。

